振动热成像
振动热成像是一种主动热成像检测方法,不依赖于被检查料件中现有的热量,而是利用机械振动来检测和定位裂纹等缺陷。振动热成像通常使用频率在20kHz至45kHz范围内的超声波频率来激发被测料件,产生这些超声波振动频率的常见激发源是超声波焊机。
振动热成像属于非破坏性检测,也是一种非接触式方法。超声波喇叭或换能器需要与工件接触,测量过程中这些振动会通过料件传播。当振动在工件中传播遇到裂纹时,裂纹面摩擦生热,产生微小温升,就会被热像仪检测并定位缺陷。
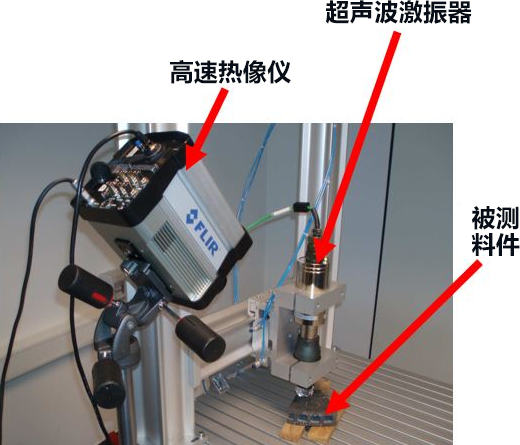
振动热成像检测装置
振动热成像检测装置由高速热像仪、带电超声波换能器(不可见)和结构件组成。启动设备施加超声激励后,料件(如刹车转子)上的缺陷裂纹处因摩擦产生局部温升。
在金属部件的振动激励检测中,通常需要非常快的热像仪,这里的“快”特指探测器积分时间短且相机帧速率高。因为金属材料的高热导率会使裂纹区域产生的微弱温升在几毫秒内迅速消散。
超声波换能器覆盖的裂纹不可见,换能器将大量能量耦合到料件中。所以,看到换能器周围区域变热是正常的。这种变热并不表示存在缺陷或裂纹,而是换能器和工件之间的振动和由此产生的摩擦生热。
涡轮叶片上的裂纹检测
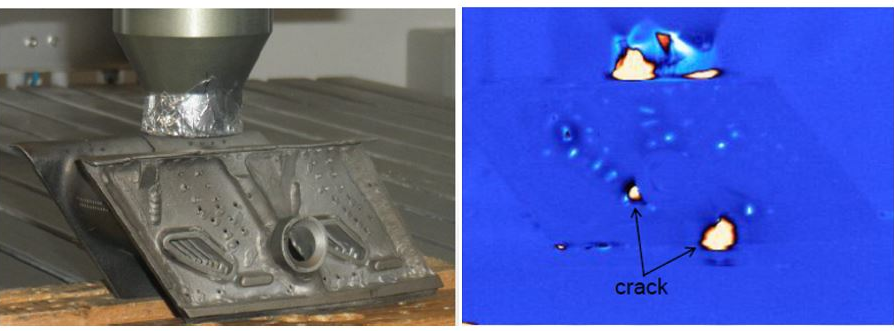
上图显示了钛涡轮叶片裂纹的振动热成像检测过程: 叶片置于木块上,铝箔包裹的超声波换能器激振。经调色板处理的图像显示,低温区(蓝)与高温区(橙至亮黄)对比鲜明,清晰可见两条裂纹。此方法对裂纹检测非常有效。
振动热成像——形状复杂的部件也可检测
相较于行业标准方法——染料渗透检测(需刷涂染料、渗入、清洗、紫外显影,耗时且无法探测近表面隐形裂纹),振动热成像能有效检测近表面隐形裂纹和微裂纹。
其原理是:裂纹区因热导率差异在红外图像中形成高温区(橙/黄),且热量会向周围(蓝)扩散(开花效应),放大裂纹显影尺寸,提升微裂纹检出率。
涡轮叶片中的微裂纹
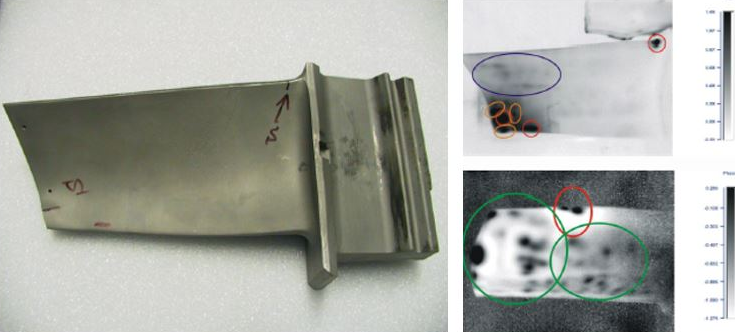
上图叶片之前已使用染料渗透法检查过,发现的裂纹标有“S”和一些黑线。用振动热成像技术检查同一涡轮叶片后,缺陷和裂纹的实际程度变得显而易见。
为这两个结果图像选择的调色板是灰度调色板,裂纹显示为黑色区域。从结果图像可以看出,涡轮叶片表面布满了微裂纹。这种程度的裂纹可能会导致涡轮发动机发生灾难性故障,而仅使用染料渗透检测则无法发现这种情况,使用振动热成像技术检查则效果更佳。
FLIR相关产品推荐
FLIR A6700 MWIR科研级中波红外锑化铟热像仪
FLIR A6700中波红外热像仪专为电子元件检查、非破损检测等应用而设计,适用于高速热事件和快速移动目标。短曝光时间使用户能够定格运动,获得精确的温度测量值。事实上,热像仪的图像输出可以通过调节窗口,将帧频提高至480帧/秒,并精确描述高速热事件中的特征,从而确保在测试过程中不会遗漏关键数据。

FLIR A6750 MWIR高性能中波红外锑化铟热像仪
FLIR A6750中波红外热像仪具有短曝光时间和高速窗口帧频,使其成为记录快速热事件和快速移动目标的理想之选。这款制冷型锑化铟热像仪能定格移动对象运动并准确测量其温度,以及执行各种各样的无损测试。具有327,680(640×512)像素的红外分辨率和高灵敏度,能生成清晰的图像,非常适合用于电子元件检查。

FLIR X6980高速MWIR科研级热像仪
FLIR X6980是一款超快的中波红外 (IR) 热像仪,专为需要捕捉高速图像以进行精确热分析和定制辐射测量的科学家和工程师而设计。这款红外热像仪将 640 × 512 的分辨率与超高帧率相结合,使研究人员能够记录快速移动物体的定格或温度的迅速变化,—无论是在实验室环境下还是在测试范围内。X6980 配备四插槽电动滤光片,支持 FLIR 电动调焦镜头,可提供更高质量的记录,可节省时间,并减轻动态采集环境中的挫折感。

FLIR A655sc科研级高分辨率长波红外热像仪
FLIR A655sc配备高分辨率非制冷型探测器和科学家与研究人员翘首以盼的一切先进功能,树立了经济实惠型科研用热成像和热测量解决方案的全新标杆。

