红外热成像技术正在彻底改变汽车行业中的红外焊接塑料检测。
图片来源于网络
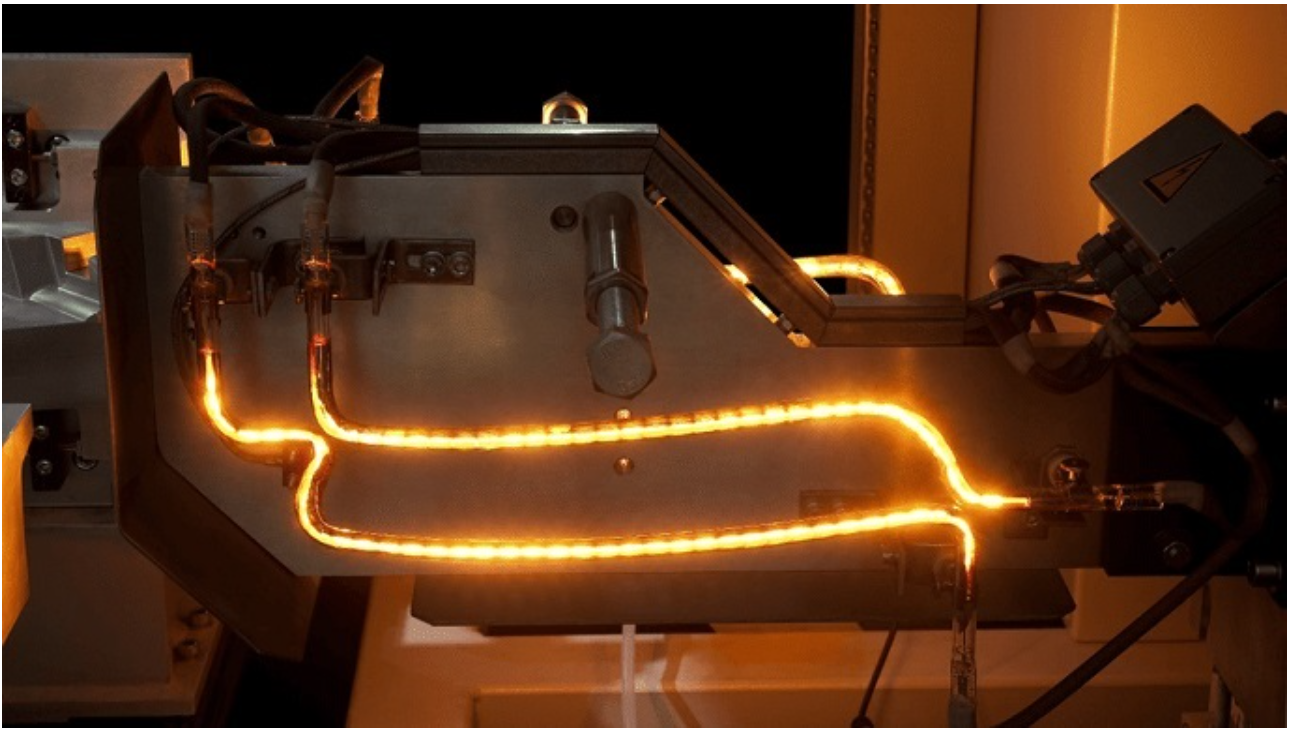
红外焊接塑料的过程涉及的几个步骤:
1.将要连接的部件放置在焊接夹具中。
2.定位红外源,将其能量引导至要焊接的区域,塑料从红外光源吸收能量,使其熔化并融合在一起。
红外光源产生的热量集中在两个部件之间的接缝处,使塑料熔化并融合在一起而不会影响其余部件。从而产生了坚固且耐用的焊缝,可抵抗环境等影响因素。
红外焊接主要优点:
· 对轮廓线分型没有限制
· 非接触式、无颗粒焊接
· 即时开/关加热,降本增效
· 适合关键部件的气密密封
· 多种材料的可焊性
· 焊接强度高,坚固耐用
· 独立红外光源控制
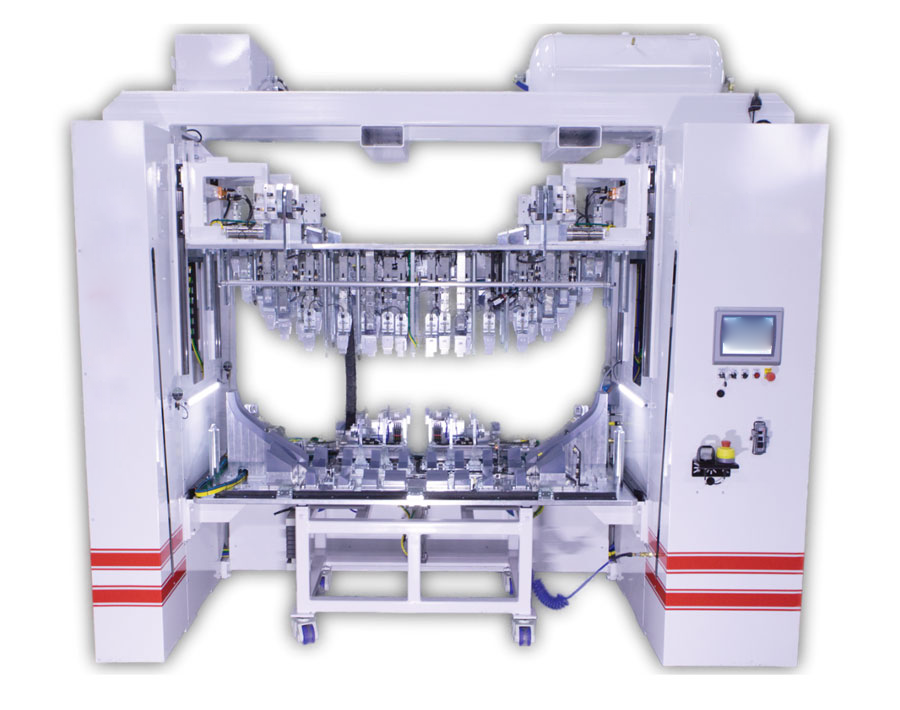
某品牌红外焊接机
红外焊接用于制造多种汽车部件,包括中控台、电池盒、储液罐、歧管、仪表板、手套箱、门板、过滤器、风管、安全气囊滑槽、面罩、托盘、电气外壳等。为了此类组件的焊接粘合质量,必须准确监控焊接过程,确保在材料接触面内达到红外焊接所需要的热量和焊接材料熔化的热量适当分布。

某用户解释了红外检测对焊接质量控制的重要性:
“红外热像仪为我们提供了焊缝实时情况的快照。我们可以观察焊缝并了解它何时趋向于不正常,从而让装置实时调整保证合格的焊接质量。
HQ-VISION工程师进一步解释了红外检测的工作原理:
“我们利用非接触式红外热像仪来测量来自工件加热部分的热辐射。我们可以看到焊缝的实际温度曲线,并评估它是否达到了在零件焊接之前形成牢固粘合的适当温度。如果我们没有监测塑料的焊接情况,可能就会出现冷点,当焊接在一起时,就会出现虚焊或根本没有粘合的情况。”
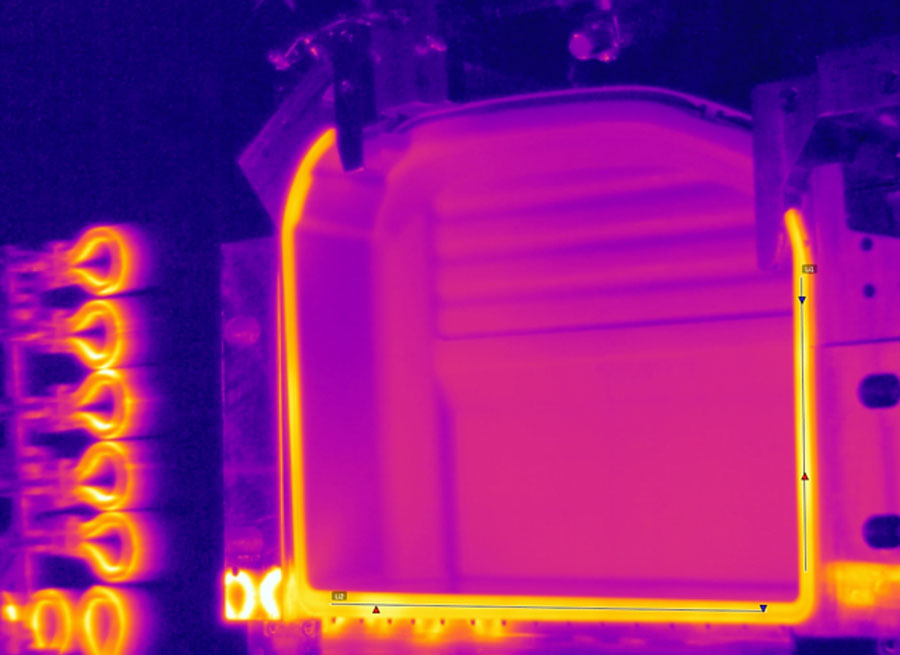
粘合前加热部件的红外图像
红外热成像检测系统
红外热成像检测系统通常由一个或多个红外热像仪组成,具体取决于被测零件的大小和复杂性。
热像仪连接到运行检测软件的计算机,该软件实时呈现并分析热像仪捕获的图像,并评估焊缝的温度曲线确定其是否符合要求。
红外热成像检测系统可以与装置控制器通信,以检测温度变化并进行实时调整,确保粘合牢固并满足现场要求。

FLIR A400/A500/A700系列
自动化集成用红外热像仪

智能传感器配置包括多种测量工具和报警,同时提供边缘计算,在热像仪层面执行分析以立即获得结果。红外图像流配置具有精确检测和识别制造和工业过程中热问题所需的强大监控能力。
红外分辨率320×240 (A400) 、464×348 (A500) 、640×480 (A700),帧频30Hz,测温标定-40℃~2000℃,电动和手动调焦,支持红外可见光双视场融合MSX,支持Wi-Fi传输压缩辐射测量图像流,选配多种长焦、广角和显微镜头,符合 GigE Vision 和 GenICam 标准,支持 GigE 和 RTSP 视频。
FLIR A50/A70系列
自动化集成用小型红外热像仪

智能传感器配置适用内置式、相机内建分析和报警能力,便于状态监测和早期火灾探测应用。红外图像流配置适用软件应用程序,灵活进行热特性相关的分析和原始数据收集。
选配Wi-Fi、集成式可见光视场、压缩式辐射图像流以及ONVIF S兼容性,兼容GigE Vision和GenICam等多种通信标准。红外分辨率464×348 (A50),640×480 (A70),可见光分辨率1280×960,帧频30Hz,测温标定-20℃~1000℃,选配29°、51°和95°镜头。
